« Découpeuses Laser Keyland » : différence entre les versions
m (Précision sur la valeur de l'offset Z) |
(Remplacement Tube Grosse) |
||
| (40 versions intermédiaires par 7 utilisateurs non affichées) | |||
| Ligne 7 : | Ligne 7 : | ||
Si vous cherchez les matériaux utilisables et les puissances nécessaires, Voir [[Matériaux Laser]] | Si vous cherchez les matériaux utilisables et les puissances nécessaires, Voir [[Matériaux Laser]] | ||
Si vous voulez voir des exemples de réalisation : [[RealisationsLaser]] | |||
Pour l'entretien voir [[Découpeuse_laser_Keyland_Entretien]] | |||
== | =[[Chaine_logicielle_pour_découpeuse_laser|Chaîne logicielle]]= | ||
Voir la page [[Chaine_logicielle_pour_découpeuse_laser|Chaîne logicielle]] | |||
=[[Matériaux_Laser|Matériaux]]= | |||
Voir la page [[Matériaux_Laser]] | |||
=[[RealisationsLaser| Réalisations]]= | |||
Voir la page [[RealisationsLaser]] | |||
[[ | |||
= | =[[Tableau_des_tarifs_d'utilisation_des_équipement | Tarifs]]= | ||
* Tarification par plage de 15 min | |||
*Toute période entamée est due | |||
*Le temps est relevé par le FabManager dans le cahier de suivi et comprend le temps global d'utilisation de la machine (découpe,nettoyage), cependant le temps de préparation et refroidissement n'est pas comptabilisé | |||
* Un avoir pourra être donné si le projet est documenté sur le wiki | |||
* Infos sur la page [[Tableau_des_tarifs_d%27utilisation_des_%C3%A9quipement]] | |||
= | =Démarrage= | ||
{{Attention| | |||
*La durée de préchauffage du laser est de 5 minutes minimum | |||
*La puissance du laser ne doit pas être utilisé à plus de 90% | |||
*L'eau de refroidissement ne doit pas dépasser 40°C (minimum 10°C) | |||
*La température du local ne doit pas dépasser 40°C et l'humidité relative doit se situer entre 10 et 60%. | |||
*Sur la prise multiple est branchée la découpeuse, ne l’éteignez pas même par mégarde.}} | |||
* pas | |||
* | |||
# Avec la clé qui a un scotch blanc, libérez l’arrêt coup de poing. | |||
# Ouvrir le cadenas et sortir tout ce qu’il y a sur le nid d’abeille. | |||
# Relevez le compteur et notez la valeur dans le cahier | |||
# Aller voir derrière s’il y a assez d’eau dans le réservoir de refroidissement. | |||
# Appuyez sur le bouton rouge. A droite à hauteur du genou. Du mien. Pour Théo, c’est un peu plus bas. Vous venez de mettre la machine sous tension et de déclencher son ventilateur. Ça s’entend. | |||
# Appuyez sur le bouton vert, vous activez le laser, il lui faudra 5 mn avant d’être chaud. | |||
# Branchez la minuterie (l’appareil blanc doté de deux leds) près des boutons rouge et vert, sur la prise USB du haut. | |||
# Branchez l’alim du PC d’un côté sur la prise multiple et de l’autre sur l’ordinateur. | |||
# Sur le PC, généralement côté gauche, branchez le cordon USB et le brancher sur la découpeuse, prise USB du bas marquée P.C. | |||
## Lancez le boot, branchez la souris et la clé USB qui contient vos fichiers de découpe. | |||
## Importez les fichiers au format .DXF ou .AI dans laserworks8 ou RDworks8. C’est la même chose. | |||
## Faîtes un [CTRL] - [A] et vérifiez la taille générée par Laserworks, des fois on a des surprises. | |||
# Placez votre matériau à découper quelque part dans la machine. | |||
## Si le matériau est épais, descendez le plateau en appuyant sur « Z/U » et flèche de gauche puis « ESC » | |||
## Actuellement l’autofocus ne marche plus, donc on s’autofocuse à la main. | |||
# Amenez la tête de laser au milieu du matériau | |||
## Montez le plateau jusqu’à effleurer le palpeur (« Z/U » puis flèche de droite). | |||
## Regardez sur le panneau de contrôle la valeur de Z. (généralement autour de 2997. | |||
## Descendez le plateau de 2mm. La valeur de Z monte de 2. Puis ESC | |||
# Sur le PC, vérifiez les valeurs de découpe et cliquez sur download. Yes-oui-yes aux question posées et le truc est dans la boîte. | |||
## Placez la tête où vous voulez et appuyez sur « origine ». Je parle de la tête laser. | |||
# Appuyez sur « frame » et surveillez que le point rouge ne déborde pas de votre matériau. | |||
# Vérifiez que la minuterie est au vert, sinon patientez. | |||
# Priez. | |||
# Appuyez sur « start » | |||
## Continuez à prier. | |||
{{Attention| | {{Attention| | ||
Si l'évacuation des fumées se passe mal, arrêter la découpe et résoudre le problème. | |||
}} | }} | ||
=Arrêt= | |||
{{Attention| | {{Attention| | ||
*La durée de | *La durée de refroidissement du laser est de 5 minutes minimum | ||
* | *Ne pas couper le chiller avant | ||
}} | |||
# | # Coupez le laser (bouton vert) | ||
# | # Débranchez et rebranchez la minuterie pour la relancer. | ||
# | # Vérifiez qu’il ne reste pas de petit débris dans le nid d’abeille, qui pourraient soulever le matériau de la découpe suivante. | ||
# | # Placez la tête (du laser !) en haut à droite de la table et appuyez sur « origine ». | ||
# | # Attendez que la minuterie passe au vert | ||
# | # Eteignez la machine avec le bouton rouge | ||
# | # Arrêtez le PC | ||
# | # Relevez le compteur et notez la valeur dans le cahier | ||
# | # Rangez le plateau, PC ... | ||
# | # Remettez tout ce que vous avez enlevé au début sur le plateau. | ||
# Activez l'arrêt d'urgence | |||
# Fermez et verrouillez le capot | |||
# Recopiez la valeur du compteur sur le cahier. Rappel : 25/100èmes d’heure font ¼ d’heure. | |||
# Vous pouvez vous détendre avec une bière. Dont vous avez penser à amener deux ou trois packs. | |||
# Facturez généreusement. | |||
# Remettez les clés à l'emplacement spécifié | |||
= | = Charte = | ||
Modèle de charte pour avoir des tares pour chaque materiaux: [[:File:Chart.zip]] | |||
=Maintenance= | |||
==Entretien continu== | |||
''par les utilisateurs'' | ''par les utilisateurs'' | ||
*Nettoyer le plateau avec de l’alcool isopropyl | *Nettoyer le plateau avec de l’alcool isopropyl | ||
*Retirer tout débris du plateau et des abords. | *Retirer tout débris du plateau et des abords. | ||
Ensuite voir [[Découpeuse_laser_Keyland_Entretien]] | |||
==Remplacement du tube== | |||
*Grosse Machine (KQG1390) Fait le 30/08/2023. Le compteur affiche 243480 | |||
<div class="toccolours mw-collapsible mw-collapsed"> | |||
="Grosse" Machine : KQG1390= | |||
<div class="mw-collapsible-content"> | |||
*Achat voté lors de la [[ReunionLaser29042015]] suite à l'[[Etude_de_prix_découpe_laser_de_bureau]], reçue le 20 Octobre 2015. | *Achat voté lors de la [[ReunionLaser29042015]] suite à l'[[Etude_de_prix_découpe_laser_de_bureau]], reçue le 20 Octobre 2015. | ||
*Coûts : Machine : 5.216€ + Transport Chine/Lannion : 739€ + Frais de douane,Taxe import 4,5%,TVA 20% :1.457€ = 7412€ | *Coûts : Machine : 5.216€ + Transport Chine/Lannion : 739€ + Frais de douane,Taxe import 4,5%,TVA 20% :1.457€ = 7412€ | ||
| Ligne 176 : | Ligne 120 : | ||
*Vitesse de coupe ≥6000mm/min, à régler selon le matériau | *Vitesse de coupe ≥6000mm/min, à régler selon le matériau | ||
*Largeur de ligne de coupe ≤0.5mm | *Largeur de ligne de coupe ≤0.5mm | ||
*Taille de lentille : 19mm | |||
*Focale : 6 cm | |||
<div class="toccolours mw-collapsible mw-collapsed"> | |||
==Set de base== | ==Set de base== | ||
| Ligne 203 : | Ligne 148 : | ||
- 2 paires de lunette de protection | - 2 paires de lunette de protection | ||
- plusieurs paires de gants pour manipulation lentille et laser | - plusieurs paires de gants pour manipulation lentille et laser | ||
</div> | |||
</div> | |||
</div> | |||
<div class="toccolours mw-collapsible mw-collapsed"> | |||
="Petite" Machine : KQG-6040= | |||
<div class="mw-collapsible-content"> | |||
*Achat voté lors de la [[XX]] suite à l'[[Etude_de_prix_découpe_laser_de_bureau]], reçue le 12 Février 2018. | |||
* | *Coûts : A updater | ||
* | *Laser: 60W, CO2 glass sealed laser tube, longueur d'onde 10.6 μm | ||
*Option: autofocus / red dot / honeycomb / up&down table / Rotary device ->A mettre à jour | |||
*Hauteur : 1.20m environ Longueur : 2m environ Largeur : 1.40m environ, résolution annoncée : 0.02mm ->A mettre à jour | |||
*Plateau: XX, traversant. Surface de travail : 575 x 350 | |||
*Profondeur de coupe ≤20mm | |||
*Vitesse de coupe ≥6000mm/min, à régler selon le matériau | |||
*Largeur de ligne de coupe ≤0.5mm | |||
</div> | |||
</div> | |||
== | =Axe rotatif= | ||
Pour utiliser l'axe rotatif, et graver, découper des cyclindres, procéder comme suit: | |||
[[File:DSC_0343.jpg|thumb|none]] | |||
[[File:DSC_0342.jpg|thumb|image 1]] | |||
[[File:axe_rotatif.jpg|thumb|image 2]] | |||
[[File:screenshot_axe_rotatif.jpg|thumb|image 3]] | |||
# 😵Eteindre la découpeuse si elle est sous tension | |||
# Poser le bloc de l'axe sur le plateau | |||
# Ouvrir la trappe du compartiment électronique sur la droite de la découpeuse. | |||
# Brancher l'axe sur la carte électronique à la place de l''''axe Y''', comme indiqué sur la photo 1 | |||
# Refermer la trappe | |||
# Installer l'objet à graver | |||
## ouvrir/fermer les mors pour faire rentrer la pièce | |||
## si besoin changer les mors pour inverser le sens de prise (attention à l'ordre des mors: faire correspondre le chiffre dans la rainure du mors avec celui sur l'axe) | |||
## si besoin ajouter un support de centrage coté opposé au moteur (le mieux est d'en découpé un qui correspond à votre pièce) (image 2) | |||
## serrer la pièce et vérifier qu'il n'y a pas de jeu | |||
## ⚠️ vérifier que la clef de mandrin est enlevée | |||
# coller un scotch de peintre assez épais tout autour du support à graver. Ce scotch servira pour l'étalonnage | |||
# Allumer la découpeuse laser | |||
# Descendre le plateau jusqu'à ce que le laser soit '''au-dessus''' du niveau maximal de la pièce à graver | |||
## bouger l'axe Y à la main si nécessaire | |||
## régler la hauteur en fonction de la référence de focus de la machine | |||
# ⚠️ vérifier que la clef de mandrin est enlevée | |||
# tester la rotation de l'axe en déplaçant l'axe Y sur la machine (corriger le centrage si besoin) | |||
# Réaliser un carré de 1cm x 1cm sur le logiciel, y mettre un réglage de découpe très peu puissante et rapide (c'est juste pour marquer le papier) | |||
# Graver ce carré sur le scotch | |||
# Prendre la mesure du carré gravé et modifier les proportions de votre modèle en conséquence (si votre carré fait 5 cm de haut, divisé par 5 la hauteur de votre modèle) | |||
# Retirer le scotch | |||
# Graver la pièce avec votre modèle | |||
* | Note: Pour faire du 'scan': | ||
* faire un scan en X 'x_swing' pour éviter que la pièce ne bouge trop. | |||
* sur une pièce en verre, n'hésitez pas à réduire l'intervalle pour avoir une surface lisse. (image 3) | |||
=Liens et documents utiles= | =Liens et documents utiles= | ||
*[[:File:KEYLAND_2015_CO2_Laser_cutting_catalogue.pdf|catalogue keyland découpeuse laser]] | *[[:File:KEYLAND_2015_CO2_Laser_cutting_catalogue.pdf|catalogue keyland découpeuse laser]] | ||
*[[:File:说明书-1390激光切割机1.0版本---英文_.pdf|Manuel d'installation]] | *[[:File:说明书-1390激光切割机1.0版本---英文_.pdf|Manuel d'installation]] | ||
| Ligne 237 : | Ligne 211 : | ||
*[[:File:RDCAM_V5.0_SetUp_Manual.pdf|Setup RDCAM_5]] [[:File:RDCAM-V6-0-User-Manual.pdf|Doc RDCAM_6]] [[:File:RDWorks8.pdf|Doc RDCAM_8]] | *[[:File:RDCAM_V5.0_SetUp_Manual.pdf|Setup RDCAM_5]] [[:File:RDCAM-V6-0-User-Manual.pdf|Doc RDCAM_6]] [[:File:RDWorks8.pdf|Doc RDCAM_8]] | ||
*[[:File:How to use rotary.pdf|installation 4ieme axe : module rotation]] | *[[:File:How to use rotary.pdf|installation 4ieme axe : module rotation]] | ||
*[[:File:CE certificate.jpg|Certification]] | |||
*[[:File:RDWorksV8Setup8.01.10.zip| LaserWordV8 Dispo a tester]] | |||
*[[Découpeuse_laser_Keyland_Entretien]] | |||
*[https://www.youtube.com/watch?v=hiFLvG5nkGQ&t=17s Tuto Video] | |||
==ThiLab== | ==ThiLab== | ||
| Ligne 245 : | Ligne 223 : | ||
*[http://www.techtic-co.eu/thilab/wiki/index.php?title=La_d%C3%A9coupe_laser#LaserCut LaserCut] | *[http://www.techtic-co.eu/thilab/wiki/index.php?title=La_d%C3%A9coupe_laser#LaserCut LaserCut] | ||
== | =Référents= | ||
Les référents sont les personnes en charge du suivi de la machine. | |||
Ils sont habilités à prendre toutes les décisions nécessaires à un bon fonctionnement à long terme de la machine. | |||
Ils sont a même de valider des compétences sur la [[Fiche_Machine_Laser| Fiche Machine]] | |||
Pour cette machine, les référents sont : | |||
[[Utilisateur:Pofexpray|Pofexpray]] | |||
[[Utilisateur:Tangi|Tangi]] | |||
=[[ | =Exemple de realisation= | ||
Voici quelques exemples de réalisation exécutés avec cette machine. | |||
1. Gravure sur contre-plaqué. Vitesse: 200mm/S, Puissance: 10%, Résolution: 0.05 | |||
[[Catégorie:Laser]][[Category:Machine]] | [[File:IMG_20170115_183125_low_comment.jpg|400px]] | ||
Test de tigre via post production Dot (300dpi, 1000line) 8-23% 400mm/s | |||
Url pour reglage de l'image: https://support.glowforge.com/hc/en-us/articles/360033633514-Prep-a-Photo-Engrave-in-Gimp | |||
Voir aussi [[RealisationsLaser]] | |||
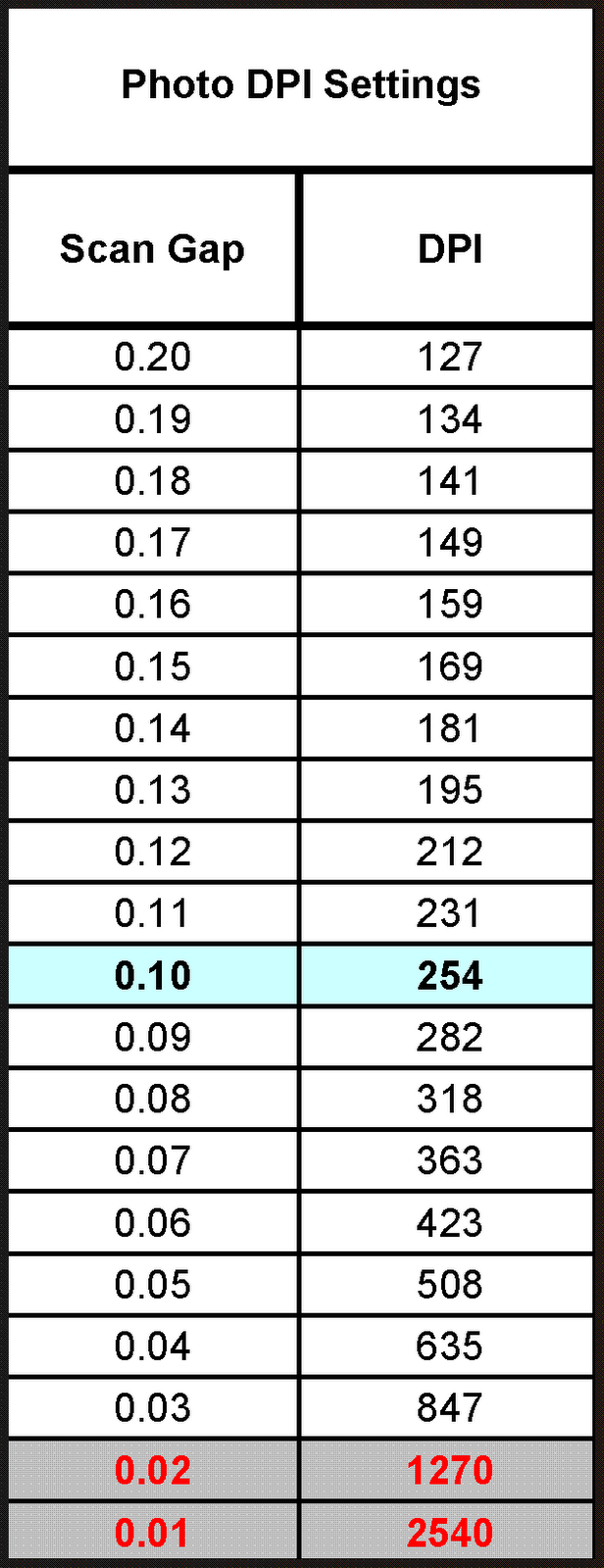
=Donnee de gravure= | |||
http://4.bp.blogspot.com/-ynkTJVFpJa0/TmKarNPDAUI/AAAAAAAAAIQ/7qL25KrnzB4/s1600/Photo+Scan+Gap+Table.png | |||
[[Catégorie:Laser]] | |||
[[Category:Machine]] | |||
Version actuelle datée du 30 août 2023 à 18:57
Habilitation Rouge : A n'utiliser qu'après formation spécifique.
(plus d'infos sur les habilitations)

Si vous cherchez comment préparer/dessiner des objets à découper, voir Chaine logicielle pour découpeuse laser
Si vous cherchez les matériaux utilisables et les puissances nécessaires, Voir Matériaux Laser
Si vous voulez voir des exemples de réalisation : RealisationsLaser
Pour l'entretien voir Découpeuse_laser_Keyland_Entretien
Chaîne logicielle
Voir la page Chaîne logicielle
Matériaux
Voir la page Matériaux_Laser
Réalisations
Voir la page RealisationsLaser
Tarifs
- Tarification par plage de 15 min
- Toute période entamée est due
- Le temps est relevé par le FabManager dans le cahier de suivi et comprend le temps global d'utilisation de la machine (découpe,nettoyage), cependant le temps de préparation et refroidissement n'est pas comptabilisé
- Un avoir pourra être donné si le projet est documenté sur le wiki
- Infos sur la page Tableau_des_tarifs_d'utilisation_des_équipement
Démarrage
- La durée de préchauffage du laser est de 5 minutes minimum
- La puissance du laser ne doit pas être utilisé à plus de 90%
- L'eau de refroidissement ne doit pas dépasser 40°C (minimum 10°C)
- La température du local ne doit pas dépasser 40°C et l'humidité relative doit se situer entre 10 et 60%.
- Sur la prise multiple est branchée la découpeuse, ne l’éteignez pas même par mégarde.
- Avec la clé qui a un scotch blanc, libérez l’arrêt coup de poing.
- Ouvrir le cadenas et sortir tout ce qu’il y a sur le nid d’abeille.
- Relevez le compteur et notez la valeur dans le cahier
- Aller voir derrière s’il y a assez d’eau dans le réservoir de refroidissement.
- Appuyez sur le bouton rouge. A droite à hauteur du genou. Du mien. Pour Théo, c’est un peu plus bas. Vous venez de mettre la machine sous tension et de déclencher son ventilateur. Ça s’entend.
- Appuyez sur le bouton vert, vous activez le laser, il lui faudra 5 mn avant d’être chaud.
- Branchez la minuterie (l’appareil blanc doté de deux leds) près des boutons rouge et vert, sur la prise USB du haut.
- Branchez l’alim du PC d’un côté sur la prise multiple et de l’autre sur l’ordinateur.
- Sur le PC, généralement côté gauche, branchez le cordon USB et le brancher sur la découpeuse, prise USB du bas marquée P.C.
- Lancez le boot, branchez la souris et la clé USB qui contient vos fichiers de découpe.
- Importez les fichiers au format .DXF ou .AI dans laserworks8 ou RDworks8. C’est la même chose.
- Faîtes un [CTRL] - [A] et vérifiez la taille générée par Laserworks, des fois on a des surprises.
- Placez votre matériau à découper quelque part dans la machine.
- Si le matériau est épais, descendez le plateau en appuyant sur « Z/U » et flèche de gauche puis « ESC »
- Actuellement l’autofocus ne marche plus, donc on s’autofocuse à la main.
- Amenez la tête de laser au milieu du matériau
- Montez le plateau jusqu’à effleurer le palpeur (« Z/U » puis flèche de droite).
- Regardez sur le panneau de contrôle la valeur de Z. (généralement autour de 2997.
- Descendez le plateau de 2mm. La valeur de Z monte de 2. Puis ESC
- Sur le PC, vérifiez les valeurs de découpe et cliquez sur download. Yes-oui-yes aux question posées et le truc est dans la boîte.
- Placez la tête où vous voulez et appuyez sur « origine ». Je parle de la tête laser.
- Appuyez sur « frame » et surveillez que le point rouge ne déborde pas de votre matériau.
- Vérifiez que la minuterie est au vert, sinon patientez.
- Priez.
- Appuyez sur « start »
- Continuez à prier.
Si l'évacuation des fumées se passe mal, arrêter la découpe et résoudre le problème.
Arrêt
- La durée de refroidissement du laser est de 5 minutes minimum
- Ne pas couper le chiller avant
- Coupez le laser (bouton vert)
- Débranchez et rebranchez la minuterie pour la relancer.
- Vérifiez qu’il ne reste pas de petit débris dans le nid d’abeille, qui pourraient soulever le matériau de la découpe suivante.
- Placez la tête (du laser !) en haut à droite de la table et appuyez sur « origine ».
- Attendez que la minuterie passe au vert
- Eteignez la machine avec le bouton rouge
- Arrêtez le PC
- Relevez le compteur et notez la valeur dans le cahier
- Rangez le plateau, PC ...
- Remettez tout ce que vous avez enlevé au début sur le plateau.
- Activez l'arrêt d'urgence
- Fermez et verrouillez le capot
- Recopiez la valeur du compteur sur le cahier. Rappel : 25/100èmes d’heure font ¼ d’heure.
- Vous pouvez vous détendre avec une bière. Dont vous avez penser à amener deux ou trois packs.
- Facturez généreusement.
- Remettez les clés à l'emplacement spécifié
Charte
Modèle de charte pour avoir des tares pour chaque materiaux: File:Chart.zip
Maintenance
Entretien continu
par les utilisateurs
- Nettoyer le plateau avec de l’alcool isopropyl
- Retirer tout débris du plateau et des abords.
Ensuite voir Découpeuse_laser_Keyland_Entretien
Remplacement du tube
- Grosse Machine (KQG1390) Fait le 30/08/2023. Le compteur affiche 243480
"Grosse" Machine : KQG1390
- Achat voté lors de la ReunionLaser29042015 suite à l'Etude_de_prix_découpe_laser_de_bureau, reçue le 20 Octobre 2015.
- Coûts : Machine : 5.216€ + Transport Chine/Lannion : 739€ + Frais de douane,Taxe import 4,5%,TVA 20% :1.457€ = 7412€
- Laser: 100W, CO2 glass sealed laser tube, longueur d'onde 10.6 μm
- Option: autofocus / red dot / honeycomb / up&down table / Rotary device
- Hauteur : 1.20m environ Longueur : 2m environ Largeur : 1.40m environ, résolution annoncée : 0.02mm
- Plateau: 1300x900, traversant. Surface de travail : 1280x880mm
- Profondeur de coupe ≤20mm
- Vitesse de coupe ≥6000mm/min, à régler selon le matériau
- Largeur de ligne de coupe ≤0.5mm
- Taille de lentille : 19mm
- Focale : 6 cm
Set de base
- 1PCS CO2 laser cutting machine - 1PCS Water chiller CW5000 (au lieux du CW3000) - 1PCS Air pump - 1PCS Exhaust Fan - 1PCS USB cable - 1PCS Exhaust Smoking Pipe - 1PCS CD Disk with laser cut software - Laser tube, Focal lens, Reflection Mirror 3 PCS
Options
- autofocus - red dot - honeycomb - up&down table - Rotary device ( 4eme axe )
Pièces en supplément
- 1 kit de replacement Laser - Reflection Mirror 3 PCS - 1 Water Chiller CW5000 ( pour autre project ou remplacement ) - 2 paires de lunette de protection - plusieurs paires de gants pour manipulation lentille et laser
"Petite" Machine : KQG-6040
- Achat voté lors de la XX suite à l'Etude_de_prix_découpe_laser_de_bureau, reçue le 12 Février 2018.
- Coûts : A updater
- Laser: 60W, CO2 glass sealed laser tube, longueur d'onde 10.6 μm
- Option: autofocus / red dot / honeycomb / up&down table / Rotary device ->A mettre à jour
- Hauteur : 1.20m environ Longueur : 2m environ Largeur : 1.40m environ, résolution annoncée : 0.02mm ->A mettre à jour
- Plateau: XX, traversant. Surface de travail : 575 x 350
- Profondeur de coupe ≤20mm
- Vitesse de coupe ≥6000mm/min, à régler selon le matériau
- Largeur de ligne de coupe ≤0.5mm
Axe rotatif
Pour utiliser l'axe rotatif, et graver, découper des cyclindres, procéder comme suit:




- 😵Eteindre la découpeuse si elle est sous tension
- Poser le bloc de l'axe sur le plateau
- Ouvrir la trappe du compartiment électronique sur la droite de la découpeuse.
- Brancher l'axe sur la carte électronique à la place de l'axe Y, comme indiqué sur la photo 1
- Refermer la trappe
- Installer l'objet à graver
- ouvrir/fermer les mors pour faire rentrer la pièce
- si besoin changer les mors pour inverser le sens de prise (attention à l'ordre des mors: faire correspondre le chiffre dans la rainure du mors avec celui sur l'axe)
- si besoin ajouter un support de centrage coté opposé au moteur (le mieux est d'en découpé un qui correspond à votre pièce) (image 2)
- serrer la pièce et vérifier qu'il n'y a pas de jeu
- ⚠️ vérifier que la clef de mandrin est enlevée
- coller un scotch de peintre assez épais tout autour du support à graver. Ce scotch servira pour l'étalonnage
- Allumer la découpeuse laser
- Descendre le plateau jusqu'à ce que le laser soit au-dessus du niveau maximal de la pièce à graver
- bouger l'axe Y à la main si nécessaire
- régler la hauteur en fonction de la référence de focus de la machine
- ⚠️ vérifier que la clef de mandrin est enlevée
- tester la rotation de l'axe en déplaçant l'axe Y sur la machine (corriger le centrage si besoin)
- Réaliser un carré de 1cm x 1cm sur le logiciel, y mettre un réglage de découpe très peu puissante et rapide (c'est juste pour marquer le papier)
- Graver ce carré sur le scotch
- Prendre la mesure du carré gravé et modifier les proportions de votre modèle en conséquence (si votre carré fait 5 cm de haut, divisé par 5 la hauteur de votre modèle)
- Retirer le scotch
- Graver la pièce avec votre modèle
Note: Pour faire du 'scan':
- faire un scan en X 'x_swing' pour éviter que la pièce ne bouge trop.
- sur une pièce en verre, n'hésitez pas à réduire l'intervalle pour avoir une surface lisse. (image 3)
Liens et documents utiles
- catalogue keyland découpeuse laser
- Manuel d'installation
- manuel chiller cw5000
- Setup RDCAM_5 Doc RDCAM_6 Doc RDCAM_8
- installation 4ieme axe : module rotation
- Certification
- LaserWordV8 Dispo a tester
- Découpeuse_laser_Keyland_Entretien
- Tuto Video
{kind=link}
ThiLab
- Wiki ThiLab
- Discussions Achat
- Discussions Installation
- Formation du Wiki Thilab
- LaserCut
Référents
Les référents sont les personnes en charge du suivi de la machine. Ils sont habilités à prendre toutes les décisions nécessaires à un bon fonctionnement à long terme de la machine. Ils sont a même de valider des compétences sur la Fiche Machine
Pour cette machine, les référents sont :
Exemple de realisation
Voici quelques exemples de réalisation exécutés avec cette machine.
1. Gravure sur contre-plaqué. Vitesse: 200mm/S, Puissance: 10%, Résolution: 0.05

Test de tigre via post production Dot (300dpi, 1000line) 8-23% 400mm/s Url pour reglage de l'image: https://support.glowforge.com/hc/en-us/articles/360033633514-Prep-a-Photo-Engrave-in-Gimp
Voir aussi RealisationsLaser
Donnee de gravure