« Découpeuses Laser Keyland » : différence entre les versions
m (Modif du lien vers la page "Chaine logicielLE") |
|||
| (47 versions intermédiaires par 4 utilisateurs non affichées) | |||
| Ligne 7 : | Ligne 7 : | ||
Si vous cherchez les matériaux utilisables et les puissances nécessaires, Voir [[Matériaux Laser]] | Si vous cherchez les matériaux utilisables et les puissances nécessaires, Voir [[Matériaux Laser]] | ||
Si vous voulez voir des exemples de réalisation : [[RealisationsLaser]] | |||
Pour l'entretien voir [[Découpeuse_laser_Keyland_Entretien]] | |||
== | =[[Chaine_logicielle_pour_découpeuse_laser|Chaîne logicielle]]= | ||
Voir la page [[Chaine_logicielle_pour_découpeuse_laser|Chaîne logicielle]] | |||
=[[Matériaux_Laser|Matériaux]]= | |||
Voir la page [[Matériaux_Laser]] | |||
=[[RealisationsLaser| Réalisations]]= | |||
Voir la page [[RealisationsLaser]] | |||
[[ | |||
= | =[[Tableau_des_tarifs_d'utilisation_des_équipement | Tarifs]]= | ||
* Tarification par plage de 15 min | |||
*Toute période entamée est due | |||
*Le temps est relevé par le FabManager dans le cahier de suivi et comprend le temps global d'utilisation de la machine (préparation,découpe,nettoyage) | |||
* Un avoir pourra être donné si le projet est documenté sur le wiki | |||
* Infos sur la page [[Tableau_des_tarifs_d%27utilisation_des_%C3%A9quipement]] | |||
=Démarrage= | |||
{{Attention| | {{Attention| | ||
| Ligne 79 : | Ligne 36 : | ||
*La puissance du laser ne doit pas être utilisé à plus de 90% | *La puissance du laser ne doit pas être utilisé à plus de 90% | ||
*L'eau de refroidissement ne doit pas dépasser 40°C (minimum 10°C) | *L'eau de refroidissement ne doit pas dépasser 40°C (minimum 10°C) | ||
*La température du local ne doit pas dépasser 40°C et l'humidité relative doit se situer entre 10 et 60%.}} | *La température du local ne doit pas dépasser 40°C et l'humidité relative doit se situer entre 10 et 60%. | ||
*Sur la prise multiple est branchée la découpeuse, ne l’éteignez pas même par mégarde.}} | |||
# Avec la clé qui a un scotch blanc, libérez l’arrêt coup de poing. | |||
# Ouvrir le cadenas et sortir tout ce qu’il y a sur le nid d’abeille. | |||
# Relevez le compteur et notez la valeur dans le cahier | |||
# Aller voir derrière s’il y a assez d’eau dans le réservoir de refroidissement. | |||
# Appuyez sur le bouton rouge. A droite à hauteur du genou. Du mien. Pour Théo, c’est un peu plus bas. Vous venez de mettre la machine sous tension et de déclencher son ventilateur. Ça s’entend. | |||
# Appuyez sur le bouton vert, vous activez le laser, il lui faudra 5 mn avant d’être chaud. | |||
# Branchez la minuterie (l’appareil blanc doté de deux leds) près des boutons rouge et vert, sur la prise USB du haut. | |||
# Branchez l’alim du PC d’un côté sur la prise multiple et de l’autre sur l’ordinateur. | |||
# Sur le PC, généralement côté gauche, branchez le cordon USB et le brancher sur la découpeuse, prise USB du bas marquée P.C. | |||
## Lancez le boot, branchez la souris et la clé USB qui contient vos fichiers de découpe. | |||
## Importez les fichiers au format .DXF ou .AI dans laserworks8 ou RDworks8. C’est la même chose. | |||
## Faîtes un [CTRL] - [A] et vérifiez la taille générée par Laserworks, des fois on a des surprises. | |||
# Placez votre matériau à découper quelque part dans la machine. | |||
## Si le matériau est épais, descendez le plateau en appuyant sur « Z/U » et flèche de gauche puis « ESC » | |||
## Actuellement l’autofocus ne marche plus, donc on s’autofocuse à la main. | |||
# Amenez la tête de laser au milieu du matériau | |||
## Montez le plateau jusqu’à effleurer le palpeur (« Z/U » puis flèche de droite). | |||
## Regardez sur le panneau de contrôle la valeur de Z. (généralement autour de 2997. | |||
## Descendez le plateau de 2mm. La valeur de Z monte de 2. Puis ESC | |||
# Sur le PC, vérifiez les valeurs de découpe et cliquez sur download. Yes-oui-yes aux question posées et le truc est dans la boîte. | |||
## Placez la tête où vous voulez et appuyez sur « origine ». Je parle de la tête laser. | |||
# Appuyez sur « frame » et surveillez que le point rouge ne déborde pas de votre matériau. | |||
# Vérifiez que la minuterie est au vert, sinon patientez. | |||
# Priez. | |||
# Appuyez sur « start » | |||
## Continuez à prier. | |||
{{Attention| | |||
Si l'évacuation des fumées se passe mal, arrêter la découpe et résoudre le problème. | |||
}} | |||
=Arrêt= | |||
# Coupez le laser (bouton vert) ( | {{Attention| | ||
# | *La durée de refroidissement du laser est de 5 minutes minimum | ||
# | *Ne pas couper le chiller avant | ||
}} | |||
# Coupez le laser (bouton vert) | |||
# Débranchez et rebranchez la minuterie pour la relancer. | |||
# Vérifiez qu’il ne reste pas de petit débris dans le nid d’abeille, qui pourraient soulever le matériau de la découpe suivante. | |||
# Placez la tête (du laser !) en haut à droite de la table et appuyez sur « origine ». | |||
# Attendez que la minuterie passe au vert | |||
# Eteignez la machine avec le bouton rouge | |||
# Arrêtez le PC | # Arrêtez le PC | ||
# | # Relevez le compteur et notez la valeur dans le cahier | ||
# Rangez le plateau, PC ... | |||
# Remettez tout ce que vous avez enlevé au début sur le plateau. | |||
# Activez l'arrêt d'urgence | |||
# Fermez et verrouillez le capot | |||
# Recopiez la valeur du compteur sur le cahier. Rappel : 25/100èmes d’heure font ¼ d’heure. | |||
# Vous pouvez vous détendre avec une bière. Dont vous avez penser à amener deux ou trois packs. | |||
# Facturez généreusement. | |||
# Remettez les clés à l'emplacement spécifié | |||
==Maintenance | = Charte = | ||
Modèle de charte pour avoir des tares pour chaque materiaux: [[:File:Chart.zip]] | |||
=Maintenance= | |||
==Entretien continu== | |||
''par les utilisateurs'' | ''par les utilisateurs'' | ||
*Nettoyer le plateau avec de l’alcool isopropyl | *Nettoyer le plateau avec de l’alcool isopropyl | ||
*Retirer tout débris du plateau et des abords. | *Retirer tout débris du plateau et des abords. | ||
Ensuite voir [[Découpeuse_laser_Keyland_Entretien]] | |||
<div class="toccolours mw-collapsible mw-collapsed"> | |||
="Grosse" Machine : KQG1390= | |||
<div class="mw-collapsible-content"> | |||
*Achat voté lors de la [[ReunionLaser29042015]] suite à l'[[Etude_de_prix_découpe_laser_de_bureau]], reçue le 20 Octobre 2015. | *Achat voté lors de la [[ReunionLaser29042015]] suite à l'[[Etude_de_prix_découpe_laser_de_bureau]], reçue le 20 Octobre 2015. | ||
*Coûts : Machine : 5.216€ + Transport Chine/Lannion : 739€ + Frais de douane,Taxe import 4,5%,TVA 20% :1.457€ = 7412€ | *Coûts : Machine : 5.216€ + Transport Chine/Lannion : 739€ + Frais de douane,Taxe import 4,5%,TVA 20% :1.457€ = 7412€ | ||
| Ligne 144 : | Ligne 117 : | ||
*Vitesse de coupe ≥6000mm/min, à régler selon le matériau | *Vitesse de coupe ≥6000mm/min, à régler selon le matériau | ||
*Largeur de ligne de coupe ≤0.5mm | *Largeur de ligne de coupe ≤0.5mm | ||
<div class="toccolours mw-collapsible mw-collapsed"> | |||
==Set de base== | ==Set de base== | ||
| Ligne 168 : | Ligne 143 : | ||
- 2 paires de lunette de protection | - 2 paires de lunette de protection | ||
- plusieurs paires de gants pour manipulation lentille et laser | - plusieurs paires de gants pour manipulation lentille et laser | ||
</div> | |||
</div> | |||
</div> | |||
== | <div class="toccolours mw-collapsible mw-collapsed"> | ||
="Petite" Machine : KQG-6040= | |||
<div class="mw-collapsible-content"> | |||
*Achat voté lors de la [[XX]] suite à l'[[Etude_de_prix_découpe_laser_de_bureau]], reçue le 12 Février 2018. | |||
* | *Coûts : A updater | ||
*Laser: 60W, CO2 glass sealed laser tube, longueur d'onde 10.6 μm | |||
*Option: autofocus / red dot / honeycomb / up&down table / Rotary device ->A mettre à jour | |||
*Hauteur : 1.20m environ Longueur : 2m environ Largeur : 1.40m environ, résolution annoncée : 0.02mm ->A mettre à jour | |||
*Plateau: XX, traversant. Surface de travail : 575 x 350 | |||
*Profondeur de coupe ≤20mm | |||
*Vitesse de coupe ≥6000mm/min, à régler selon le matériau | |||
* | *Largeur de ligne de coupe ≤0.5mm | ||
</div> | |||
</div> | |||
=Liens et documents utiles= | =Liens et documents utiles= | ||
*[[:File:KEYLAND_2015_CO2_Laser_cutting_catalogue.pdf|catalogue keyland découpeuse laser]] | *[[:File:KEYLAND_2015_CO2_Laser_cutting_catalogue.pdf|catalogue keyland découpeuse laser]] | ||
*[[:File:说明书-1390激光切割机1.0版本---英文_.pdf|Manuel d'installation]] | *[[:File:说明书-1390激光切割机1.0版本---英文_.pdf|Manuel d'installation]] | ||
| Ligne 193 : | Ligne 169 : | ||
*[[:File:RDCAM_V5.0_SetUp_Manual.pdf|Setup RDCAM_5]] [[:File:RDCAM-V6-0-User-Manual.pdf|Doc RDCAM_6]] [[:File:RDWorks8.pdf|Doc RDCAM_8]] | *[[:File:RDCAM_V5.0_SetUp_Manual.pdf|Setup RDCAM_5]] [[:File:RDCAM-V6-0-User-Manual.pdf|Doc RDCAM_6]] [[:File:RDWorks8.pdf|Doc RDCAM_8]] | ||
*[[:File:How to use rotary.pdf|installation 4ieme axe : module rotation]] | *[[:File:How to use rotary.pdf|installation 4ieme axe : module rotation]] | ||
*[[:File:CE certificate.jpg|Certification]] | |||
*[[:File:RDWorksV8Setup8.01.10.zip| LaserWordV8 Dispo a tester]] | |||
*[[Découpeuse_laser_Keyland_Entretien]] | |||
*[https://www.youtube.com/watch?v=hiFLvG5nkGQ&t=17s Tuto Video] | |||
==ThiLab== | ==ThiLab== | ||
| Ligne 201 : | Ligne 181 : | ||
*[http://www.techtic-co.eu/thilab/wiki/index.php?title=La_d%C3%A9coupe_laser#LaserCut LaserCut] | *[http://www.techtic-co.eu/thilab/wiki/index.php?title=La_d%C3%A9coupe_laser#LaserCut LaserCut] | ||
== | =Référents= | ||
Les référents sont les personnes en charge du suivi de la machine. | |||
Ils sont habilités à prendre toutes les décisions nécessaires à un bon fonctionnement à long terme de la machine. | |||
Ils sont a même de valider des compétences sur la [[Fiche_Machine_Laser| Fiche Machine]] | |||
Pour cette machine, les référents sont : | |||
[[Utilisateur:Pofexpray|Pofexpray]] | |||
[[Utilisateur:Tangi|Tangi]] | |||
=Exemple de realisation= | |||
Voici quelques exemples de réalisation exécutés avec cette machine. | |||
[[Catégorie:Laser]][[Category:Machine]] | 1. Gravure sur contre-plaqué. Vitesse: 200mm/S, Puissance: 10%, Résolution: 0.05 | ||
[[File:IMG_20170115_183125_low_comment.jpg|400px]] | |||
Voir aussi [[RealisationsLaser]] | |||
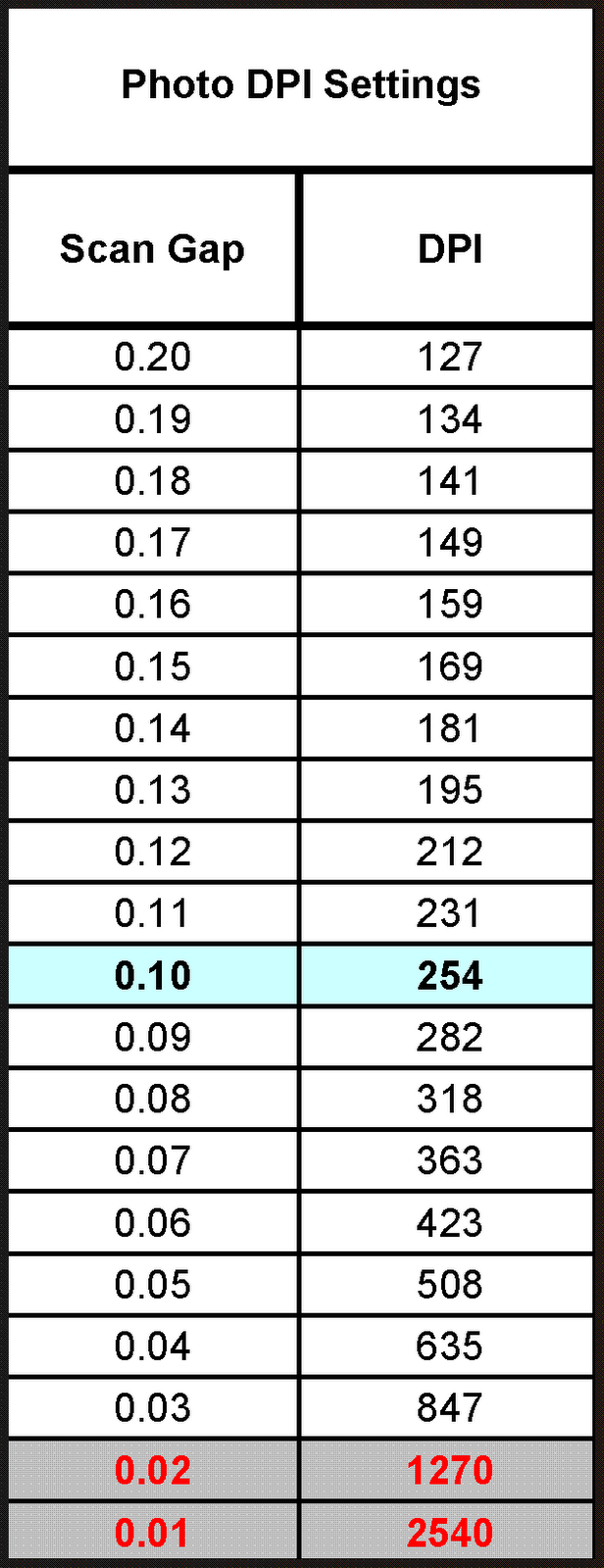
=Donnee de gravure= | |||
http://4.bp.blogspot.com/-ynkTJVFpJa0/TmKarNPDAUI/AAAAAAAAAIQ/7qL25KrnzB4/s1600/Photo+Scan+Gap+Table.png | |||
[[Catégorie:Laser]] | |||
[[Category:Machine]] | |||
Version du 15 février 2019 à 11:58
Habilitation Rouge : A n'utiliser qu'après formation spécifique.
(plus d'infos sur les habilitations)

Si vous cherchez comment préparer/dessiner des objets à découper, voir Chaine logicielle pour découpeuse laser
Si vous cherchez les matériaux utilisables et les puissances nécessaires, Voir Matériaux Laser
Si vous voulez voir des exemples de réalisation : RealisationsLaser
Pour l'entretien voir Découpeuse_laser_Keyland_Entretien
Chaîne logicielle
Voir la page Chaîne logicielle
Matériaux
Voir la page Matériaux_Laser
Réalisations
Voir la page RealisationsLaser
Tarifs
- Tarification par plage de 15 min
- Toute période entamée est due
- Le temps est relevé par le FabManager dans le cahier de suivi et comprend le temps global d'utilisation de la machine (préparation,découpe,nettoyage)
- Un avoir pourra être donné si le projet est documenté sur le wiki
- Infos sur la page Tableau_des_tarifs_d'utilisation_des_équipement
Démarrage
- La durée de préchauffage du laser est de 5 minutes minimum
- La puissance du laser ne doit pas être utilisé à plus de 90%
- L'eau de refroidissement ne doit pas dépasser 40°C (minimum 10°C)
- La température du local ne doit pas dépasser 40°C et l'humidité relative doit se situer entre 10 et 60%.
- Sur la prise multiple est branchée la découpeuse, ne l’éteignez pas même par mégarde.
- Avec la clé qui a un scotch blanc, libérez l’arrêt coup de poing.
- Ouvrir le cadenas et sortir tout ce qu’il y a sur le nid d’abeille.
- Relevez le compteur et notez la valeur dans le cahier
- Aller voir derrière s’il y a assez d’eau dans le réservoir de refroidissement.
- Appuyez sur le bouton rouge. A droite à hauteur du genou. Du mien. Pour Théo, c’est un peu plus bas. Vous venez de mettre la machine sous tension et de déclencher son ventilateur. Ça s’entend.
- Appuyez sur le bouton vert, vous activez le laser, il lui faudra 5 mn avant d’être chaud.
- Branchez la minuterie (l’appareil blanc doté de deux leds) près des boutons rouge et vert, sur la prise USB du haut.
- Branchez l’alim du PC d’un côté sur la prise multiple et de l’autre sur l’ordinateur.
- Sur le PC, généralement côté gauche, branchez le cordon USB et le brancher sur la découpeuse, prise USB du bas marquée P.C.
- Lancez le boot, branchez la souris et la clé USB qui contient vos fichiers de découpe.
- Importez les fichiers au format .DXF ou .AI dans laserworks8 ou RDworks8. C’est la même chose.
- Faîtes un [CTRL] - [A] et vérifiez la taille générée par Laserworks, des fois on a des surprises.
- Placez votre matériau à découper quelque part dans la machine.
- Si le matériau est épais, descendez le plateau en appuyant sur « Z/U » et flèche de gauche puis « ESC »
- Actuellement l’autofocus ne marche plus, donc on s’autofocuse à la main.
- Amenez la tête de laser au milieu du matériau
- Montez le plateau jusqu’à effleurer le palpeur (« Z/U » puis flèche de droite).
- Regardez sur le panneau de contrôle la valeur de Z. (généralement autour de 2997.
- Descendez le plateau de 2mm. La valeur de Z monte de 2. Puis ESC
- Sur le PC, vérifiez les valeurs de découpe et cliquez sur download. Yes-oui-yes aux question posées et le truc est dans la boîte.
- Placez la tête où vous voulez et appuyez sur « origine ». Je parle de la tête laser.
- Appuyez sur « frame » et surveillez que le point rouge ne déborde pas de votre matériau.
- Vérifiez que la minuterie est au vert, sinon patientez.
- Priez.
- Appuyez sur « start »
- Continuez à prier.
Si l'évacuation des fumées se passe mal, arrêter la découpe et résoudre le problème.
Arrêt
- La durée de refroidissement du laser est de 5 minutes minimum
- Ne pas couper le chiller avant
- Coupez le laser (bouton vert)
- Débranchez et rebranchez la minuterie pour la relancer.
- Vérifiez qu’il ne reste pas de petit débris dans le nid d’abeille, qui pourraient soulever le matériau de la découpe suivante.
- Placez la tête (du laser !) en haut à droite de la table et appuyez sur « origine ».
- Attendez que la minuterie passe au vert
- Eteignez la machine avec le bouton rouge
- Arrêtez le PC
- Relevez le compteur et notez la valeur dans le cahier
- Rangez le plateau, PC ...
- Remettez tout ce que vous avez enlevé au début sur le plateau.
- Activez l'arrêt d'urgence
- Fermez et verrouillez le capot
- Recopiez la valeur du compteur sur le cahier. Rappel : 25/100èmes d’heure font ¼ d’heure.
- Vous pouvez vous détendre avec une bière. Dont vous avez penser à amener deux ou trois packs.
- Facturez généreusement.
- Remettez les clés à l'emplacement spécifié
Charte
Modèle de charte pour avoir des tares pour chaque materiaux: File:Chart.zip
Maintenance
Entretien continu
par les utilisateurs
- Nettoyer le plateau avec de l’alcool isopropyl
- Retirer tout débris du plateau et des abords.
Ensuite voir Découpeuse_laser_Keyland_Entretien
"Grosse" Machine : KQG1390
- Achat voté lors de la ReunionLaser29042015 suite à l'Etude_de_prix_découpe_laser_de_bureau, reçue le 20 Octobre 2015.
- Coûts : Machine : 5.216€ + Transport Chine/Lannion : 739€ + Frais de douane,Taxe import 4,5%,TVA 20% :1.457€ = 7412€
- Laser: 100W, CO2 glass sealed laser tube, longueur d'onde 10.6 μm
- Option: autofocus / red dot / honeycomb / up&down table / Rotary device
- Hauteur : 1.20m environ Longueur : 2m environ Largeur : 1.40m environ, résolution annoncée : 0.02mm
- Plateau: 1300x900, traversant. Surface de travail : 1280x880mm
- Profondeur de coupe ≤20mm
- Vitesse de coupe ≥6000mm/min, à régler selon le matériau
- Largeur de ligne de coupe ≤0.5mm
Set de base
- 1PCS CO2 laser cutting machine - 1PCS Water chiller CW5000 (au lieux du CW3000) - 1PCS Air pump - 1PCS Exhaust Fan - 1PCS USB cable - 1PCS Exhaust Smoking Pipe - 1PCS CD Disk with laser cut software - Laser tube, Focal lens, Reflection Mirror 3 PCS
Options
- autofocus - red dot - honeycomb - up&down table - Rotary device ( 4eme axe )
Pièces en supplément
- 1 kit de replacement Laser - Reflection Mirror 3 PCS - 1 Water Chiller CW5000 ( pour autre project ou remplacement ) - 2 paires de lunette de protection - plusieurs paires de gants pour manipulation lentille et laser
"Petite" Machine : KQG-6040
- Achat voté lors de la XX suite à l'Etude_de_prix_découpe_laser_de_bureau, reçue le 12 Février 2018.
- Coûts : A updater
- Laser: 60W, CO2 glass sealed laser tube, longueur d'onde 10.6 μm
- Option: autofocus / red dot / honeycomb / up&down table / Rotary device ->A mettre à jour
- Hauteur : 1.20m environ Longueur : 2m environ Largeur : 1.40m environ, résolution annoncée : 0.02mm ->A mettre à jour
- Plateau: XX, traversant. Surface de travail : 575 x 350
- Profondeur de coupe ≤20mm
- Vitesse de coupe ≥6000mm/min, à régler selon le matériau
- Largeur de ligne de coupe ≤0.5mm
Liens et documents utiles
- catalogue keyland découpeuse laser
- Manuel d'installation
- manuel chiller cw5000
- Setup RDCAM_5 Doc RDCAM_6 Doc RDCAM_8
- installation 4ieme axe : module rotation
- Certification
- LaserWordV8 Dispo a tester
- Découpeuse_laser_Keyland_Entretien
- Tuto Video
{kind=link}
ThiLab
- Wiki ThiLab
- Discussions Achat
- Discussions Installation
- Formation du Wiki Thilab
- LaserCut
Référents
Les référents sont les personnes en charge du suivi de la machine. Ils sont habilités à prendre toutes les décisions nécessaires à un bon fonctionnement à long terme de la machine. Ils sont a même de valider des compétences sur la Fiche Machine
Pour cette machine, les référents sont :
Exemple de realisation
Voici quelques exemples de réalisation exécutés avec cette machine.
1. Gravure sur contre-plaqué. Vitesse: 200mm/S, Puissance: 10%, Résolution: 0.05

Voir aussi RealisationsLaser
Donnee de gravure